









пластинчато ребристый теплообменник
Всё ещё встречаю проекты, где их пытаются ставить на загрязнённые среды — будто рифлёные каналы сами отчистятся. На деле же зауживание проходного сечения до 3-4 мм убивает всё преимущество компактности.
Конструкция, которую не покажут в каталогах
Спор о пайке против сварки для межгазовых трактов — это отдельная религия. Помню, как на объекте под Хабаровском при -40°C дали течь соединения, сделанные вакуумной пайкой. Пришлось резать весь блок и ставить сварные коллекторы — с тех пор для низкотемпературных сред настаиваю на лазерной сварке.
Толщина гофры 0.2-0.3 мм — не прихоть, а баланс между стойкостью к вибрации и теплопередачей. Хотя для агрессивных выбросов химических производств иногда приходится поднимать до 0.5 мм, жертвуя эффективностью.
Вот где пригодился опыт ООО Пекин Чжунли Чуанъе Электромеханическое Оборудование — их подход к тестированию каждого канала под давлением 2.5P_раб спас нас от трёх аварий на ТЭЦ под Уфой.
Расчётные ловушки
Ни одна программа не предскажет зарастание алюминиевых рёбер при работе с дымовыми газами котлов. Приходится вручную корректировать коэффициенты — иногда до 30% от расчётных значений.
Особенно коварны переходные режимы. На ГВС в многоэтажке из-за скачков расхода появилась эрозия на входных участках — теперь всегда ставим дополнительные распределительные решётки.
На сайте https://www.bjzl.ru есть полезные таблицы по температурным деформациям, но живые замеры на угольных котельных показывают расхождения до 12%.
Монтажные проклятия
Болтовые соединения фланцев — вечная головная боль. Если перетянуть — поведёт раму, недотянуть — течь. Разработали свою таблицу моментов затяжки для разных типов прокладок.
Самая абсурдная поломка: монтажники использовали теплообменник как подставку для ящиков с инструментом — погнули теплоотводящие пластины. Пришлось объяснять, что даже 2 мм отклонения нарушают ламинарность потока.
Для объектов с вибрацией (рядом с компрессорами) теперь всегда заказываем усиленные конструкции у ООО Пекин Чжунли Чжунли Чуанъе Электромеханическое Оборудование — их рамы с демпфирующими вставками показали себя на насосных станциях.
Реальная эффективность против паспортной
Заявленные 95% КПД достигаются только в лабораторных условиях. На практике — 87-92% из-за неравномерности потоков. Хуже всего, когда пытаются экономить на системе автоматики — без регулирования перепадов давлений КПД падает до 70%.
Интересно наблюдать за работой пластинчато-ребристых теплообменников в системах утилизации тепла дымовых газов — там, где обычные трубчатые выходят из строя за сезон, эти держатся по 3-4 года даже при высокой сернистости.
Кстати, их интеграция в существующие тепловые пункты — отдельное искусство. При замене кожухотрубных аппаратов часто не учитывают разницу в гидравлическом сопротивлении — насосы приходится менять в 60% случаев.
Неочевидные применения
В системах охлаждения серверных оказались идеальны — малая инерционность позволяет точно держать температуру. Но пришлось бороться с конденсатом: разработали специальные дренажные карманы.
На пищевых производствах столкнулись с неожиданной проблемой — микрозазубрины на рёбрах (оставшиеся после штамповки) стали накапливать органику. Теперь для таких случаев шлифуем каналы.
А вот в системах вентиляции с рекуперацией — это лучшее решение. Особенно в связке с тепловыми насосами, где важна точность температур на испарителе и конденсаторе.
Что в сухом остатке
Главный урок — не существует универсальных решений. Для каждого объекта подбирается своя конфигурация: шаг рёбер, материал разделительных пластин, схема обвязки.
Сейчас вот экспериментируем с биметаллическими конструкциями — медные каналы для воды плюс алюминиевое оребрение для воздуха. Пока держится на тестовом стенде уже 8000 часов.
И да — никогда не экономьте на диагностике. Наш протокол проверки включает тепловизор, эндоскоп и замер перепадов давлений на каждом контуре. Лучше потратить день на проверку, чем месяц на ремонт.
Соответствующая продукция
Соответствующая продукция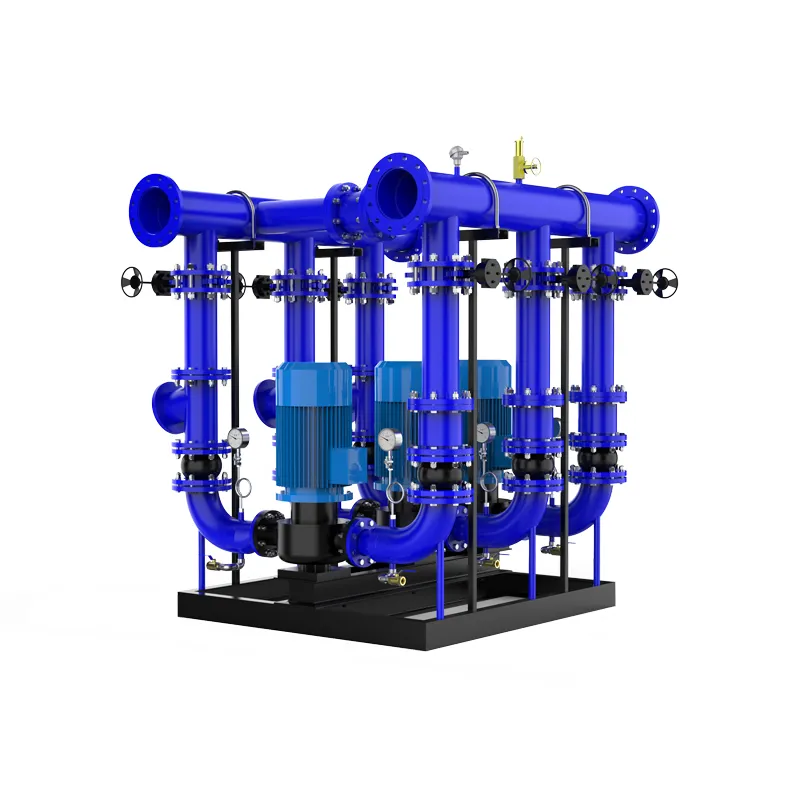






Самые продаваемые продукты
Самые продаваемые продукты-
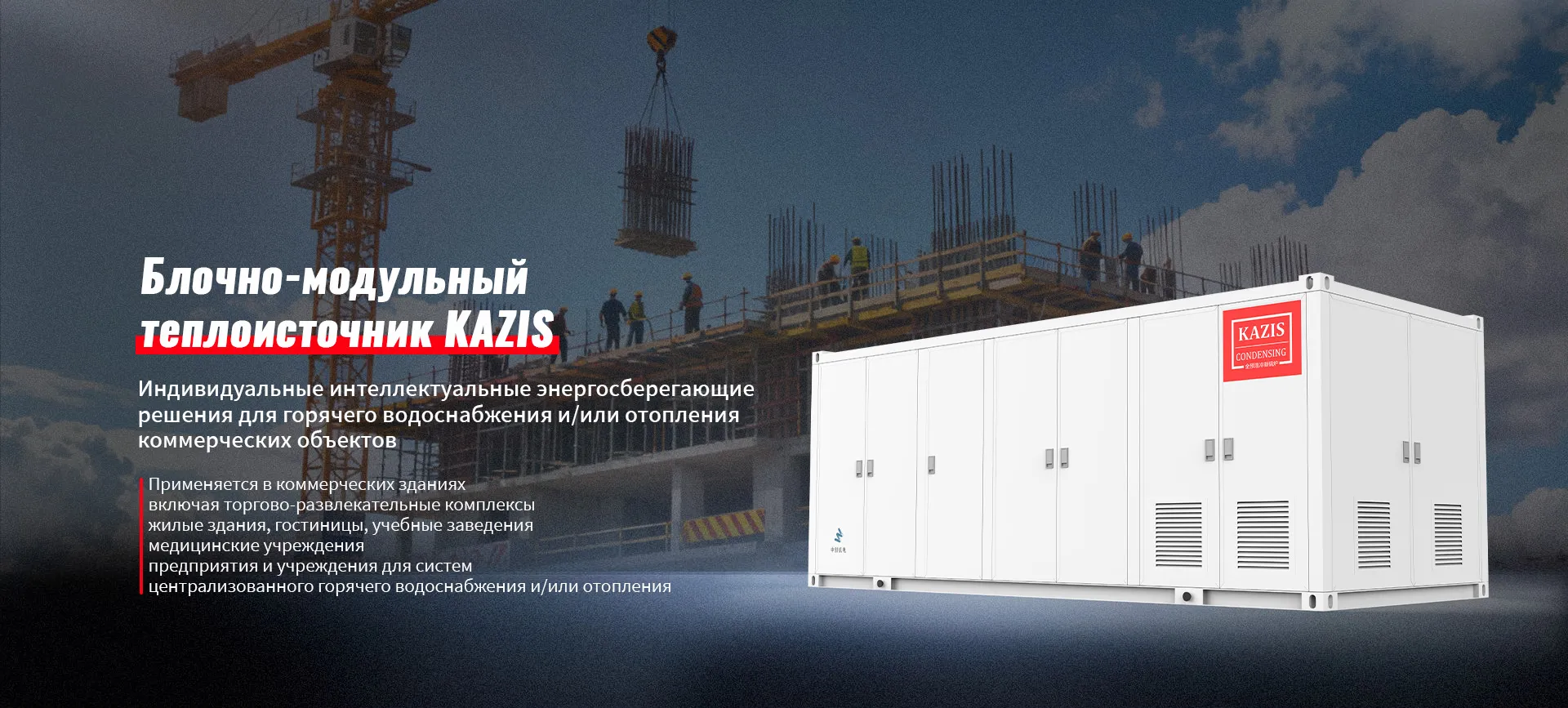
 SHIELD 1070 (535×2) Блочно-модульный теплоисточник KAZIS
SHIELD 1070 (535×2) Блочно-модульный теплоисточник KAZIS -
 CONDENSING 5600 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 5600 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
 VOLUME 99-460 Газовый котел водонагревательный емкостной KAZIS
VOLUME 99-460 Газовый котел водонагревательный емкостной KAZIS -
 ELE 720 Электрический водогрейный котел KAZIS
ELE 720 Электрический водогрейный котел KAZIS -
 COMPACT 5600 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT
COMPACT 5600 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT -
 SHIELD 90 Малый блочно-модульный теплоисточник KAZIS
SHIELD 90 Малый блочно-модульный теплоисточник KAZIS -
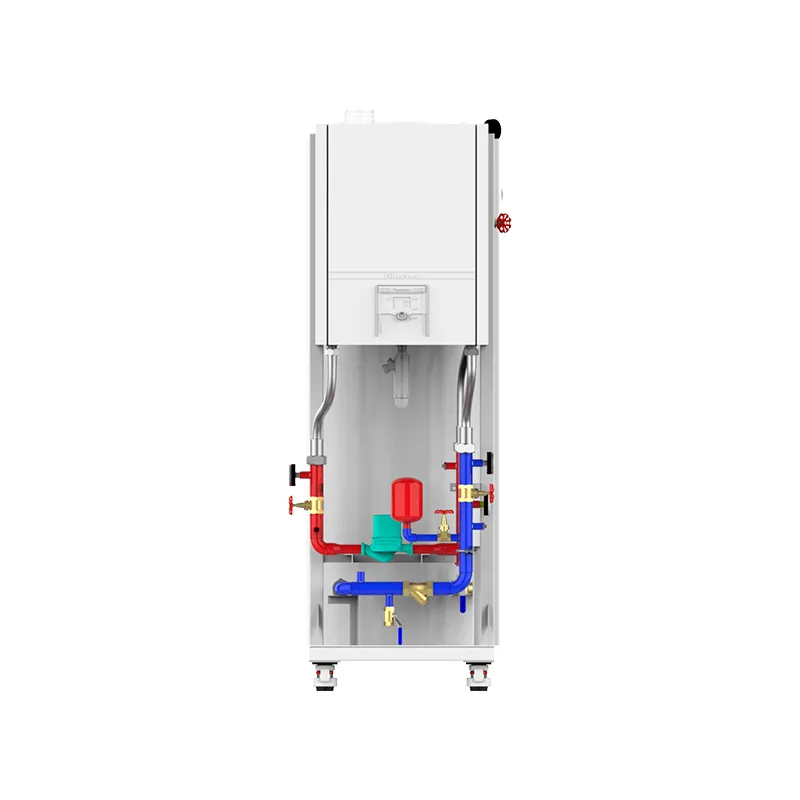
 WALLCON 120 Котел настенный конденсационный из нержавеющей стали KAZIS
WALLCON 120 Котел настенный конденсационный из нержавеющей стали KAZIS -
 WALLCON 50 Котел настенный конденсационный из нержавеющей стали KAZIS
WALLCON 50 Котел настенный конденсационный из нержавеющей стали KAZIS -
 CONDENSING 70 Котел настенный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 70 Котел настенный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
 XH-2-50 Циркуляционный узел KAZIS
XH-2-50 Циркуляционный узел KAZIS -
 XH-2-15 Циркуляционный узел KAZIS
XH-2-15 Циркуляционный узел KAZIS -
 SHIELD 2200 (1100×2) Блочно-модульный теплоисточник KAZIS
SHIELD 2200 (1100×2) Блочно-модульный теплоисточник KAZIS
Связанный поиск
Связанный поиск- Цены на котлы с низким содержанием азота основный покупатель
- Производитель блочно-модульных котельных установок
- Атмосферных водогрейных котлов основный покупатель
- производители газовых котлов список
- пластинчатый теплообменник чиллер
- Газовый водогрейный котел на 200 литров основный покупатель
- технические характеристики водогрейных котлов
- Газовый котел протерм страна основный покупатель
- Газовые котлы лучшие основный покупатель
- Котел водогрейный на природном газе основный покупатель