









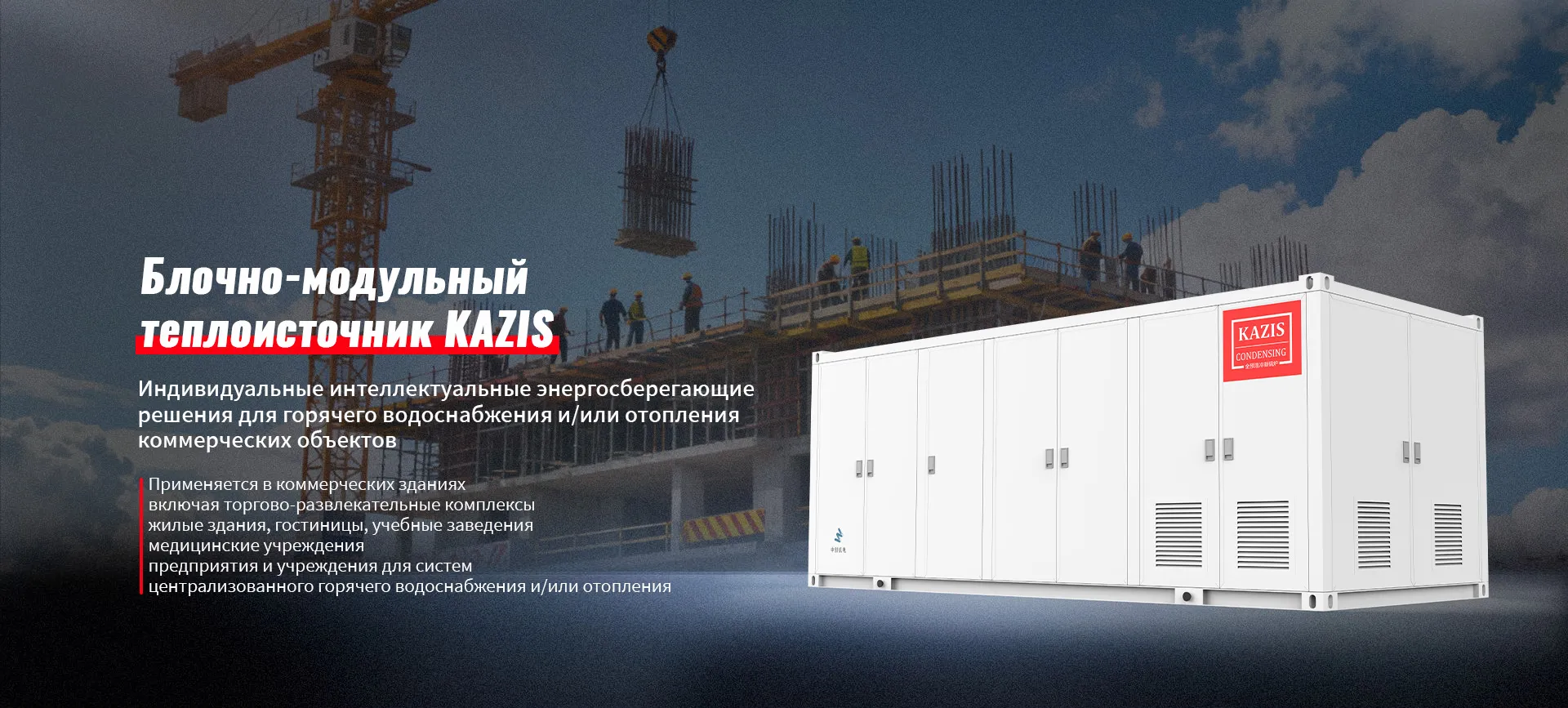
водогрейный котел газовый промышленный
Вот смотрю на запрос ?водогрейный котел газовый промышленный? — и сразу вспоминается, как новички в отрасли путают их с паровыми агрегатами. Разница принципиальная: у нас теплоноситель — вода под давлением, без фазовых переходов, а это накладывает массу нюансов на конструкцию теплообменников и горелочных устройств. Китайские производители вроде ООО Пекин Чжунли Чуанъе Электромеханическое Оборудование (сайт https://www.bjzl.ru) давно это уловили — их промышленные газовые котлы проектируются именно под высокоинтенсивный цикл работы, а не как переделка паровых аналогов.
Конструктивные ловушки и как их обходить
Самый больной вопрос — коррозия в третьем газоходе при работе на низкотемпературном режиме. Теоретически всё гладко: конденсат должен отводиться, но на практике при резких скачках нагрузки в районе 60-70°С начинается выпадение кислотного конденсата. В свое время мы ставили экспериментальный блок от ООО Пекин Чжунли Чуанъе — у них в газовых водогрейных котлах добавили каскадную систему нейтрализации, но это увеличивало стоимость процентов на 15. Не все заказчики были готовы.
Запомнился случай на текстильной фабрике в Иваново: поставили стандартный котел без доработки под влажный режим — через полгода замена секций теплообменника. Пришлось переделывать с установкой щелочной дозирующей станции. Кстати, на https://www.bjzl.ru в описании оборудования есть раздел про адаптацию к российским условиям — не маркетинг, а реальные техрешения.
С горелками тоже не всё однозначно. Европейские производители настаивают на модуляции 1:10, но в реальных промусловиях при работе на промышленный котел достаточно 1:5. Дальше начинаются проблемы с поддержанием пламени при сильных сквозняках в цеху. Мы обычно ставим дутьевые вентиляторы с запасом по давлению — иначе в отопительный сезон котел может уходить в аварию по пропаданию факела.
Монтажные тонкости, о которых не пишут в инструкциях
При обвязке водогрейного котла многие забывают про гидроудары при запуске насосов. Особенно если стоит несколько агрегатов каскадом. Разница в температуре обратки и подачи больше 50°С — гарантированная течь по прокладкам. Приходится ставить байпасы с трехходовыми клапанами, хотя в типовых схемах это часто опускают.
Система подпитки — отдельная история. Если вода жесткая, лучше сразу закладывать станцию умягчения. Однажды видел, как за полгода солевые отложения полностью перекрыли трубки теплообменника в котле мощностью 2 МВт. Ремонт обошелся дороже, чем предварительная установка фильтров.
Электрическая часть — вечная головная боль. Российские сети далеки от стабильности, поэтому для газовых клапанов и контроллеров нужны стабилизаторы с временем отклика не более 0.5 сек. Китайские производители (включая упомянутое ООО Пекин Чжунли Чуанъе) сейчас стали активнее учитывать этот момент — в новых моделях уже ставят реле защиты по фазе.
Эксплуатационные провалы и находки
Самая частая ошибка — попытка экономить на обслуживании. Чистка теплообменников раз в 2 года вместо ежегодной приводит к падению КПД на 12-15%. При нынешних ценах на газ это съедает всю ?экономию? за полгода. Кстати, в документации к оборудованию с https://www.bjzl.ru я заметил детальный график ТО — не просто ?рекомендуется?, а с привязкой к наработке в часах.
Зимние пуски — отдельный тест на профпригодность. Если котел стоял в неотапливаемом помещении, перед запуском нужно прогревать помещение до +5°С минимум. Замерзший конденсат в дымоходе — гарантированное разрушение кислотостойкой футеровки. Проверено на горьком опыте в Перми.
Система безопасности — тот случай, где нельзя идти на компромиссы. Дублированные термостаты, контроль пламени по двум параметрам, датчики загазованности — это не роскошь. Видел аварию, когда из-за отказа одного датчика температуры котел ушел в перегрев с деформацией трубной системы. Ремонт занял три недели — предприятие осталось без отопления в январе.
Перспективы и тупиковые ветви
Сейчас многие увлеклись конденсационными технологиями для промышленных котлов. Но в условиях российских зим с этим сложно: при -25°С и ниже КПД конденсационного блока падает до нуля. Выгоднее ставить классические газовые водогрейные котлы с возможностью подмеса обратки.
Автоматизация — палка о двух концах. С одной стороны, современные контроллеры позволяют вести мониторинг онлайн, с другой — излишняя сложность приводит к тому, что персонал не понимает логику работы системы. Лучше иметь простую аварийную сигнализацию, чем ?умный? котел, который постоянно блокируется по непонятным причинам.
Модульные решения — вот что действительно перспективно. Не один котел на 4 МВт, а каскад из четырех по 1 МВт. Это дает гибкость в межсезонье и резервирование. Кстати, ООО Пекин Чжунли Чуанъе как раз предлагает такие схемы — на их сайте есть кейсы по сборке каскадов до 20 МВт.
Выводы, которые не принято озвучивать
Главный парадокс: надежность промышленного газового котла определяется не столько маркой, сколько качеством проектирования тепловой схемы. Можно поставить дорогое европейское оборудование, но ошибиться с расчетом гидравлики — и получить постоянные проблемы.
С китайскими производителями сейчас интересная ситуация: их оборудование стало заметно надежнее, а цена остается на 25-30% ниже. Те же котлы от ООО Пекин Чжунли Чуанъе по факту работают не хуже итальянских аналогов, если правильно сделать обвязку и настройку.
В итоге выбор всегда за конкретными условиями: для производства с стабильной нагрузкой подойдет один тип котлов, для сезонных предприятий — другой. Универсальных решений нет, несмотря на все заверения менеджеров по продажам. Нужно считать не только первоначальные инвестиции, но и стоимость влажения за 10-15 лет.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 COMPACT 700 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT
COMPACT 700 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT -
 COMPACT 535 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT
COMPACT 535 Конденсационный высоконапорный водогрейный котел KAZIS COMPACT -
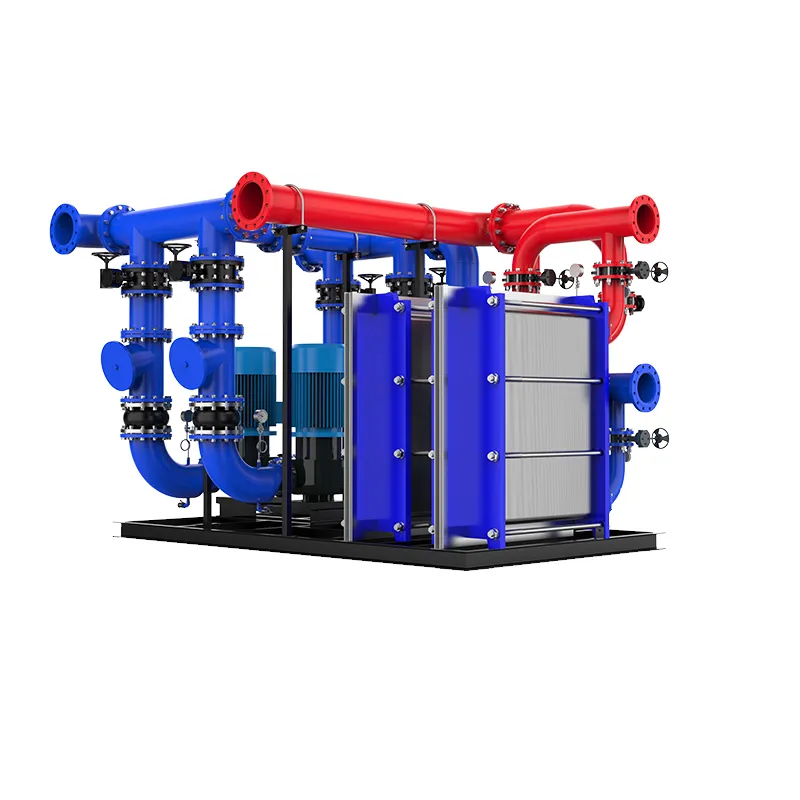
 HR-800 Теплообменный узел KAZIS
HR-800 Теплообменный узел KAZIS -
 CONDENSING 4200 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 4200 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
 HR-2500 Теплообменный узел KAZIS
HR-2500 Теплообменный узел KAZIS -
 CONDENSING 535 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 535 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
 CONDENSING 7000 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 7000 Котел напольный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
 WALLCON 99 Котел настенный конденсационный из нержавеющей стали KAZIS
WALLCON 99 Котел настенный конденсационный из нержавеющей стали KAZIS -
 CONDENSING 150 Котел настенный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS
CONDENSING 150 Котел настенный конденсационный газовый водонагревательный с полным предварительным смешением KAZIS -
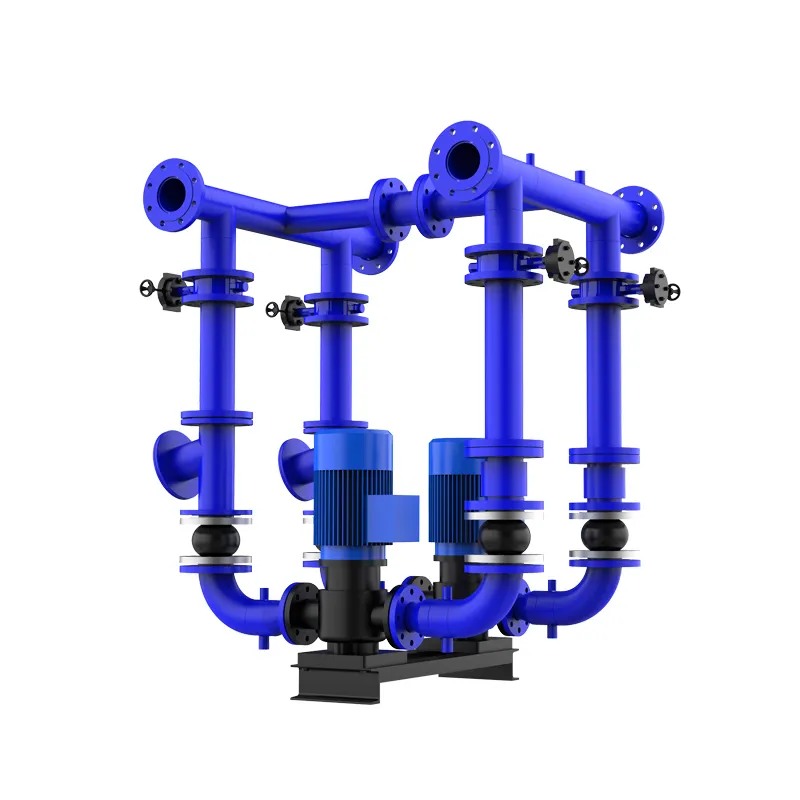 XH-2-200 Циркуляционный узел KAZIS
XH-2-200 Циркуляционный узел KAZIS -
 ELE 480 Электрический водогрейный котел KAZIS
ELE 480 Электрический водогрейный котел KAZIS -
 SHIELD 1070 (535×2) Блочно-модульный теплоисточник KAZIS
SHIELD 1070 (535×2) Блочно-модульный теплоисточник KAZIS
Связанный поиск
Связанный поиск- Водогрейный котел электрический основный покупатель
- Экологические котлы основный покупатель
- водогрейный двухконтурный газовый котел
- Пластинчатый теплообменник для бассейна основный покупатель
- Газовый котел производитель
- пластинчатые и кожухотрубные теплообменники
- Емкостных котлов основный покупатель
- Мобильный теплоисточник для строительства
- выбрать водогрейные котлы
- пластинчатый теплообменник горячего водоснабжения